
加熱鍛造-氣動鑿刀SHANK
氣動鑿刀主要是透過氣動錘內的氣壓推進腔體內撞桿,再透過撞桿衝擊氣動鑿刀的SHANK來驅動,因此,SHANK的使用壽命是主要影響氣動鑿刀的因素,也正因如此,透過加熱鍛造成形的SHANK,可在鍛造過程中,減少沖模撞擊成形時的殘留應力,透過精準的熱處理,可以比冷鍛的SHANK,達到更高的耐衝擊能力。
以下為銓宥金屬,氣動鑿刀SHANK部位加熱鍛造過程,後續鍛品完成後,還需再送至車床加工至精準的標準尺寸。

原棒材料12.7mm

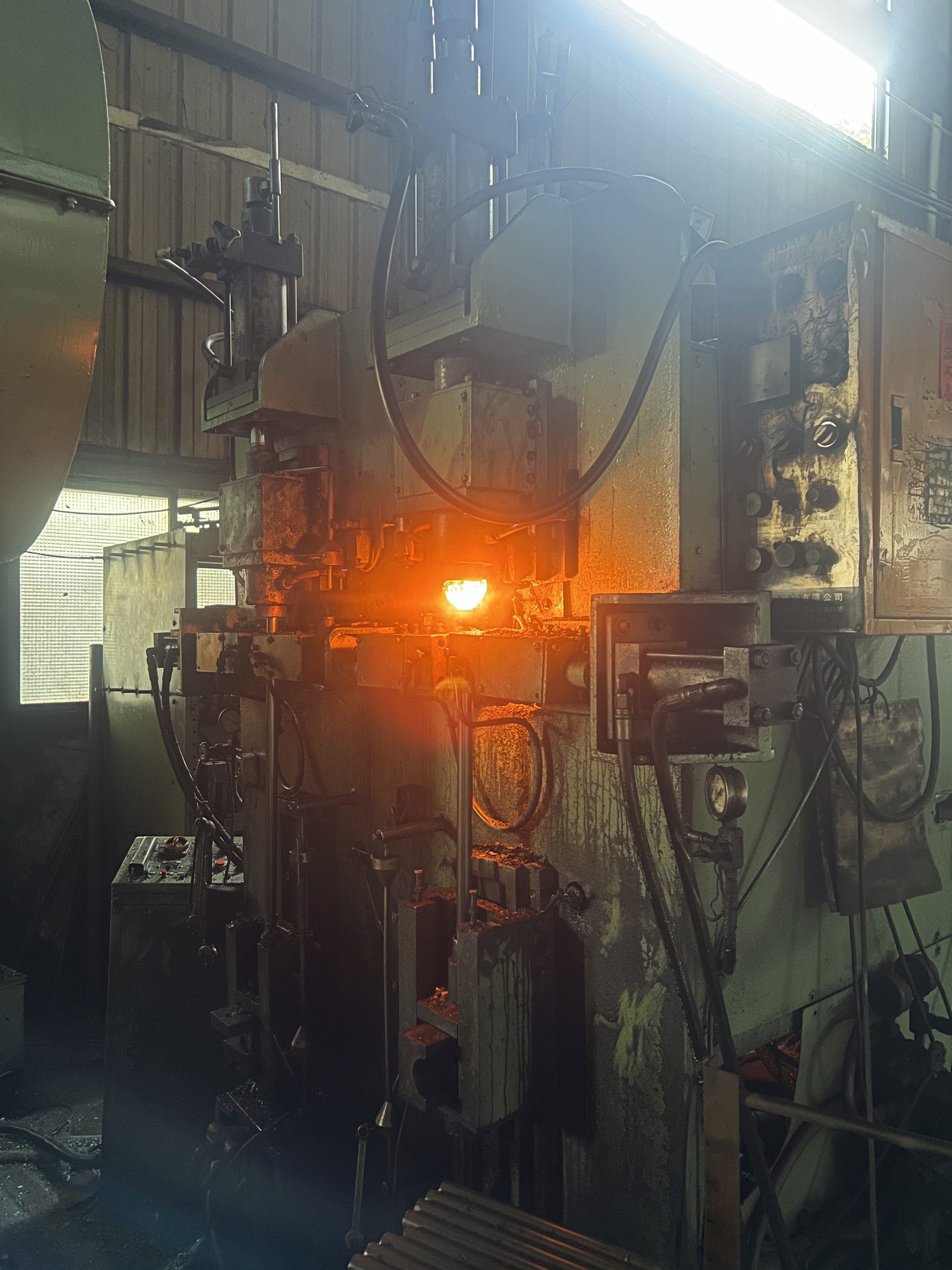
局部加熱
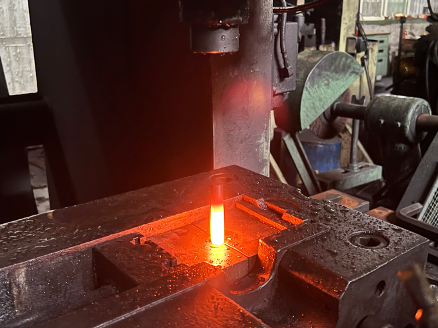
置於模具

沖壓成型

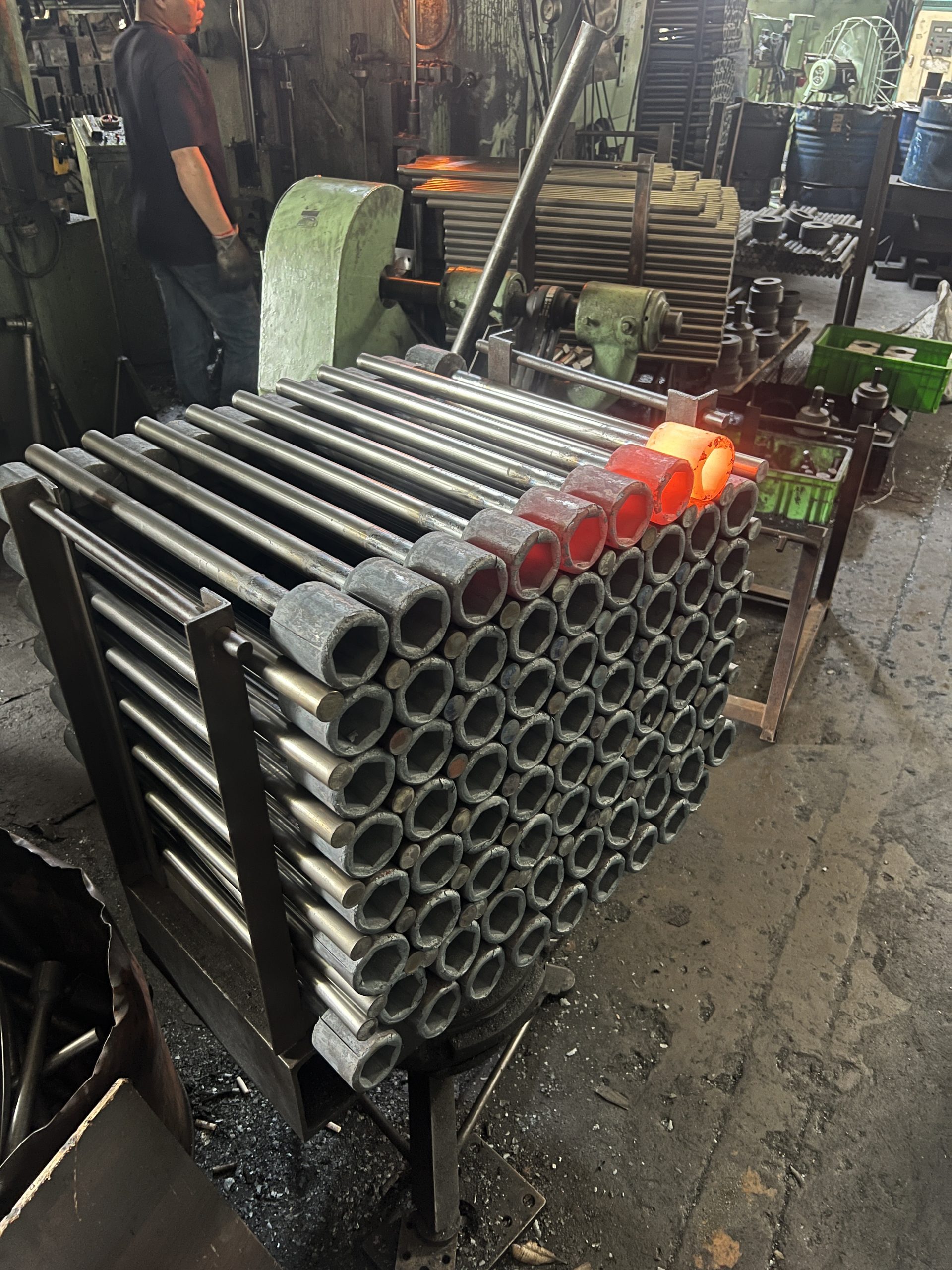
SHANK鍛胚
加熱鍛造-加長型套筒 / 輪胎板手
加長型套筒、輪胎板手,由於長度限制問題,有2種做法,分為一體成型式,以及熔接式,一體成形式在生產成本上較高,也更考驗加工技術的細節,但由於一體成型,在扭力的極限值上,也相較熔接式高。
因此銓宥金屬堅持,所有生產的加長型套筒、輪胎板手等加長型扭力工具,皆採用雙頭加熱鍛造生產。

原棒材料
擠頭鍛縮加熱

沖壓成型
單頭鍛胚完成

雙頭鍛胚完成
零件開發
銓宥金屬具備自行開立模具以及加工生產的能力,因此各式零件皆可協助評估如何生產可以達到最佳的產品效果及使用壽命。
如 : 螺絲、除鏽針頭、氣錘推桿、汽車轉向拉桿、棘輪扳手、電動板手T型軸等等零件皆可生產。
原棒材料
擠頭鍛縮加熱
沖壓成型
單頭鍛胚完成